| Author |
Message |
Etienne Hamel

Location: Granby (QC) canada Joined: 09 Sep 2006
Posts: 443
|
 Posted: Sun 27 Dec, 2009 6:46 pm Post subject: voulge building question Posted: Sun 27 Dec, 2009 6:46 pm Post subject: voulge building question |
 |
|
|
hi, i have a small question as i was wondering, can we build a voulge with mild steel sockets (rings) and high carbon steel blade by wielding and what would be the best kind to use (MIG, TIG, oxyacethylene etc...)?
|
|
  |
 |
|
Hanns Wiechman
Location: Minneapolis, MN Joined: 17 Jun 2007
Posts: 21
|
| Posted: Sun 27 Dec, 2009 9:22 pm Post subject: |
|
|
Are you building the voulge for a wall hanger or actual cutting? I'm assuming that you'd be using it for cutting since you mentioned using high carbon steel for the cutting edge. Any welding method would work assuming the strip of high carbon isn't so thin that the welding warps or burns too much carbon out to properly heat treat the edge. You'd need to weld, grind and finish the piece and then heat treat/temper the edge without warping it which might be difficult to do depending on skill level and equipment available. FWIW,
Hanns
|
|
|
|
|
Etienne Hamel
Location: Granby (QC) canada Joined: 09 Sep 2006
Posts: 443
|
| Posted: Mon 28 Dec, 2009 7:00 am Post subject: |
|
|
i was thinking if i make one (short on cash for now so i'll wait) to make it and then going to a blacksmith place so he can heat treat my stuff because i don't even know how it works (better have someone qualified for the job than to mess up the heat treat  ) )
|
|
|
|
|
Eric Hejdström

Location: Visby, Sweden Joined: 13 Mar 2007
Posts: 184
|
| Posted: Mon 28 Dec, 2009 11:50 am Post subject: |
|
|
You can weld mild steel and springsteel toghether if you use electrodes for stainless steel. At elast it works to some degree with swedish steelstandards. A long time ago I added lugs to a twohanded sword where the blade was springsteel and the lugs was iron. Offcourse it's better to use the same material allover if you can but it should be doable. I don't know the american standards of steel nor the welding equipment. But check with a custom car shop or something like that. They usually know a bit or two about welding.
Good luck, don't forget to post pictures!
/Eric
|
|
|
|
|
Etienne Hamel
Location: Granby (QC) canada Joined: 09 Sep 2006
Posts: 443
|
| Posted: Mon 28 Dec, 2009 1:28 pm Post subject: |
|
|
|
as i said it will be very long as i have no money for now so all i can do is to draw the voulge and post it...
|
|
|
|
|
Eric Hejdström
Location: Visby, Sweden Joined: 13 Mar 2007
Posts: 184
|
| Posted: Mon 28 Dec, 2009 4:39 pm Post subject: |
|
|
|
Would be interesting to see a scetch! I like the voulge. Very nice polearm. Almost lika big kitchen knife but on a pole. Would very mcuh like to make one myself too one day, to test cut/thrust capability...
|
|
|
|
|
Etienne Hamel
Location: Granby (QC) canada Joined: 09 Sep 2006
Posts: 443
|
| Posted: Mon 28 Dec, 2009 8:09 pm Post subject: |
|
|
|
i think i will make a sketch of a fantasy style voulge since i don't have a picture of a voulge to make something more accurate...
|
|
|
|
|
Jean Thibodeau

|
| Posted: Mon 28 Dec, 2009 10:57 pm Post subject: |
|
|
| Etienne Hamel wrote: | | i think i will make a sketch of a fantasy style voulge since i don't have a picture of a voulge to make something more accurate... |
The names in period are sort of a muddled mess and a voulge could be an early halberd in shape or something else, but early halberd is a good bet and I wouldn't focus too much on what to call it but on the look of what you like. ( The name voulge just sound cooler ).
The early halberds can be described geometrically fairly simply:
1) Main axe-like body being a sharpened rectangle with two eyes at the back corners of the rectangle for the aft.
2) Close to the center line/back closest to the aft the blade having a point extending forward. ( roughly a sharpened triangle of steel more or less wide at the rectangle. ( Although I talk of rectangle and point separately for descriptive reasons they would be forged into one piece I think ).
3) A back spike might be on a separate eye between the eyes used for the primary head.
4) The back spike could be on the back of the top eye closest to the point.
5) Many very early ones not having a back spike.
Later halberd evolving into single but full sockets and the primary edge tending to being slanted instead of looking like a simple rectangular shape.
Period, regional styles, plus the fact that these types of weapons could be professionally made or improvised " nasties " by local blacksmiths for the cruder versions, means that there wouldn't be a single pattern and a lot of really weird/imaginative designs are " credible " if not documented.
Disclaimer" Not an expert on these but basically summarizing what I have read here in the past in various Topic posts about pollarms and what I have seen in the " usual suspects " of the most widely distributed reference books.
You can easily give up your freedom. You have to fight hard to get it back!
|
|
|
|
|
Felix R.

|
| Posted: Tue 29 Dec, 2009 7:28 am Post subject: |
|
|
|
Always remember what the term "voulge" actually means. Those early staff weapons originated from agricultural tool. By they way, ther need to be more input to the staff weapon thread of this board.
|
|
|
|
|
Etienne Hamel
Location: Granby (QC) canada Joined: 09 Sep 2006
Posts: 443
|
| Posted: Tue 29 Dec, 2009 9:54 am Post subject: |
|
|
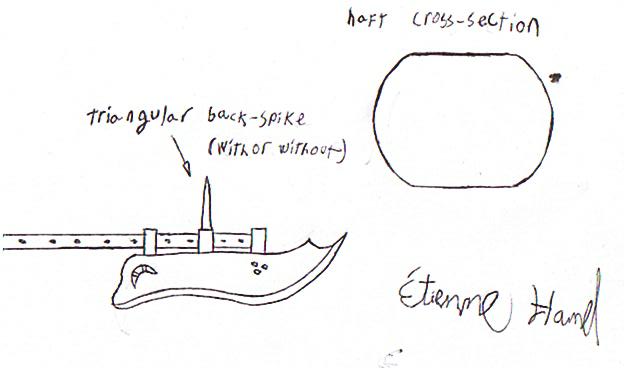
as promise here is a little sketch of my design and if some makers are interested to make this piece as a production piece P.M. me please 
 Attachment: 20.63 KB Attachment: 20.63 KB
|
|
|
|
|
Jean Thibodeau
|
| Posted: Tue 29 Dec, 2009 3:46 pm Post subject: |
|
|
| Etienne Hamel wrote: | | as promise here is a little sketch of my design and if some makers are interested to make this piece as a production piece P.M. me please |
The point style reminds me of a bardiche by the way. ( popular in Eastern Europe and Medieval Russia )
Basically what I described but with curves and it does depend somewhat on how historical you want it to be ? But you do mention it as being a " fantasy " piece influenced by historical designs and that leaves you more room to be creative.
You can easily give up your freedom. You have to fight hard to get it back!
|
|
|
|
|
Maurizio D'Angelo

|
| Posted: Tue 29 Dec, 2009 4:15 pm Post subject: Re: voulge building question |
|
|
| Etienne Hamel wrote: | | hi, i have a small question as i was wondering, can we build a voulge with mild steel sockets (rings) and high carbon steel blade by wielding and what would be the best kind to use (MIG, TIG, oxyacethylene etc...)? |
Etienne,
none of these ways is correct.
A high-carbon steel is never a good idea to make a weld, even with another piece of steel equal.
Better all mild steel and after adding carbon. 
Regards
Maurizio
|
|
 |
|
Etienne Hamel
Location: Granby (QC) canada Joined: 09 Sep 2006
Posts: 443
|
| Posted: Tue 29 Dec, 2009 4:22 pm Post subject: |
|
|
|
maybe forge wielding would work according to me maurizio but maybe i'm wrong i guess...
|
|
|
|
|
Maurizio D'Angelo
|
| Posted: Tue 29 Dec, 2009 8:56 pm Post subject: |
|
|
Forge wielding, is better, but maybe expensive. (these days money is short)
I thought of all weld steel with low carbon content. After you add carbon.
For example, potassium cyanide. After this, you can temper with good results.
Attention, potassium cyanide is a poison, use with caution...
This for a job do it yourself, the results? Be happy for not having spent a great deal.
Regards
Maurizio
|
|
|
|
|
|
Ken Nelson
|
| Posted: Fri 01 Jan, 2010 11:59 am Post subject: |
|
|
Greetings, I may be a little late into this discussion, but there are a few items that I feel could use a different point of view.
First, do you know what steels you are planning to use? that will make a big difference on the success of your welds. using "mystery steel" can pretty much guarantee a failure. If you want the highest probability for success, get steels that are similar. say 1020 for the mild steel, and 1060 or 1075 for the high carbon. Another good combination would be 203e for the mild and 15n20 for the high carbon. the first two are simple straight carbon steels, and will weld together with the simplest of tools. They can be welded with a forge and hammer, oxy torch, or any modern welding process. the other set, I would restrict to forgewelding with an excellent flux, Tig welding, or stick welding with a nickel rod. (both steels contain nickel, and that forms oxides that are more difficult to get rid of than standard scale, and can interfere with a weld)
In any case, weld the steels together while the tool steel is still annealed. then make sure it is normalized, and maybe even re-annealed before heat treating. that will take care of any stresses and grain growth around the weld areas. People have been welding high carbon steels for centuries, and many good processes have been developed for the modern steels as well. If you go to Crucible's service center, you can get information on any steel they offer, and in the literature, they have given the process for welding that particular steel. There is no reason not to weld on a high carbon steel if you know what you have and follow the proper procedures.
also, if I recall, there is a glaive or bardiche in "Encyclopedia of Arms and Armour in all times and places" which shows the rings for the shaft riveted to the blade, not welded.
Good luck
"Live and learn, or you don't live long" L. Long
|
|
 |
|
Etienne Hamel
Location: Granby (QC) canada Joined: 09 Sep 2006
Posts: 443
|
| Posted: Fri 01 Jan, 2010 2:25 pm Post subject: |
|
|
|
riveted... i should have thought about it.....lutel have some pretty axes of the riveted types (never saw one in real tough) maybe riveted after the blade is made and heat treated should do... i was planning to use 1075 for the blade but i don't know for the rings can you post the picture of the polearm?
|
|
|
|
|
Maurizio D'Angelo
|
| Posted: Fri 01 Jan, 2010 9:42 pm Post subject: |
|
|
| Ken Nelson wrote: |
In any case, weld the steels together while the tool steel is still annealed. then make sure it is normalized, and maybe even re-annealed before heat treating. that will take care of any stresses and grain growth around the weld areas. People have been welding high carbon steels for centuries, and many good processes have been developed for the modern steels as well. If you go to Crucible's service center, you can get information on any steel they offer, and in the literature, they have given the process for welding that particular steel. There is no reason not to weld on a high carbon steel if you know what you have and follow the proper procedures.
|
Ken,
weld two pieces of steel with a high carbon content, is not a good idea. You can do: you get a high hardness, impacts the resistance is too low. A knife can weld, cut it, no impact.
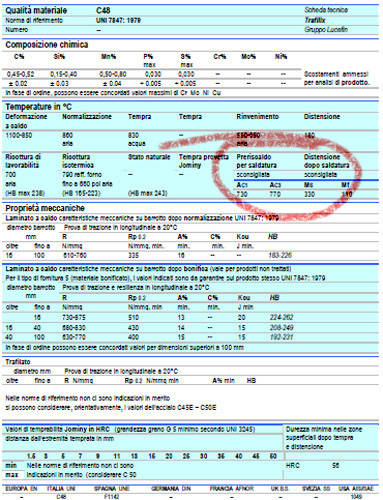
I did not find the site you choose a datasheet for 1070.
below a datasheet for 1049. a steel medium carbon content.
is written
preheating welding: not recommended
relaxing after welding: not recommended
In other words, it is not recommended welding. a steel medium carbon content, is much worse if the carbon content increases.
To get a fairly good result procedures are to be made right. The cost is more than building new. Routine testing on a sample test can cost up to 200 euros.
You weld a sword in 1070? I do not.
No piece of steel with a high carbon content, the mechanical parts "called security," can not be welded.
Ciao.
Mau
Attachment: 170.26 KB
|
|
|
|
|
|
Ken Nelson
|
| Posted: Mon 04 Jan, 2010 9:13 am Post subject: |
|
|
Etienne: I have looked through my computer for the picture and have not found it, I will go through my books when I get done with the current job, probably about sunday night, and try to get you a picture soon. I can see the image in my head, but I cannot remember exactly where I had found it before.
Maurizio:
preheating welding: not recommended
relaxing after welding: not recommended
In other words, it is not recommended welding. a steel medium carbon content, is much worse if the carbon content increases.
With all due respect, I believe we are having a disagreement, because of the language and wording. what you are reading there is not that welding is not recommended, but that the preheat and stress relief are not recommended because they are not needed. 1049 is easy to weld, there are no special procedures for it. preheat and stress relief of that steel would only waste time and fuel. Would you recommend preheating your automobile engine for two hours before driving it? that does not mean that you cannot drive your car, it is just not recommended to run it for two hours before driving. When I was welding frames for stunt planes, we were using 1045 and 4340, and MIG welding the frames. the use of the medium carbon and alloy steels allowed us to make a lighter and stronger frame than mild steel. When I did some contract welding work for the aerospace industry, I had to weld some steels that most people have never heard of. with carbon ranging from .03 to 1.45% every one of those welds had to be solid, and strong. they were checked by x-ray or ultrasound. Truth to be told, there are many other elements that make welding more difficult than carbon.
In my own shop, I also routinely weld high carbon shafts to tools to mild steel sockets for hoes, rakes, carving tools, and forestry tools. Modern band saw blades are welded, and the bimetal ones have a high carbon alloy welded to a mild or medium steel back and then welded again into a loop. the teeth do not fall off under use, and many bandsaws can generate much more force than a human could. if you can trust those welds to hold, why not weld a high carbon steel for a tool or weapon for your own use?
Anyhow, I do not want to hijack this thread for a welding discussion, I would be happy to continue talking about welding with anyone who is interested either by PM, or by starting a welding thread. This one was for a voulge, sorry Ettienne.
"Live and learn, or you don't live long" L. Long
|
|
|
|
|
Etienne Hamel
Location: Granby (QC) canada Joined: 09 Sep 2006
Posts: 443
|
| Posted: Tue 05 Jan, 2010 6:16 am Post subject: |
|
|
|
no problem at all i was pretty interrested about this short off topic talk myself as i never wielded any carbon steel, only mild steel it was informative
|
|
|
|
|
Maurizio D'Angelo
|
| Posted: Wed 06 Jan, 2010 12:52 pm Post subject: |
|
|
Ken,
surely, you know your work. You can weld a steel with a high carbon content. If you follow the proper temperature pre-heating, slow cooling and stress relieving. When I say that is not a good idea, I am referring to the fact that the arrangement of fibers changes. A sword there is only one piece, in a broken sword there are 2 pieces, a sword welded there are 3 pieces.
Welded steel with a high carbon content is dangerous unless you know exactly what you're doing.
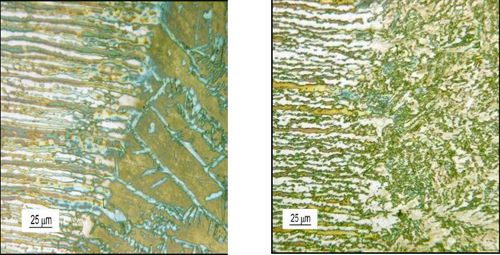
In general, that a welding done well, following the heating procedure before and after ", at the correct temperature, present a risk of rupture, this when you make a test for impact. The reason is to search for a different arrangement of fibers changes. After "stress relieving" the grain is more homogeneous, but not following a longitudinal layout. This is especially true for steels with high carbon content.
Below, before and after treatment "stress relieving". Etienne, I do not think too off-topic.
Attachment: 168.7 KB
|
|
|
|
|
|
|

