| Author |
Message |
Johan Gemvik

|
 Posted: Fri 11 Mar, 2011 6:36 pm Post subject: Posted: Fri 11 Mar, 2011 6:36 pm Post subject: |
 |
|
Thanks Scott, great praise indeed. I aim to please, rest assured I'll continue this quest for a long time to come.
But to be fair, researching and arguing in lecture halls and papers in the modern past by others, such as Burgess, Vegard and many others makes it possible for me to do this today. Without the one there could be no other, It's a wellspring of information I and others like me simply could not do without.
Today I made some more solid rings, rounded the edges on the last batch and these new ones by stone drawing and fitted them 4-in-1 groups (non-riveted so far) to give me a preview of how the enlarged weave with the new solids would look finished.

When comparing these with actual photos of the Gjermundbu maille I see that I still have some ways to go before I make perfect solids all the time. Some I flattened a little too much when attempting to remove the slight cone shape from the punching. But some are much better matches. Most of them should look like the bottom row middle ones.
I'm also thinking perhaps I shouldn't even attempt to remove the cone shape but keep it that way and see what that looks like in a weave.
I've also noted that the riveted rings seem to have a thicker wire diameter in at least some of the photos. This would actually make riveting easier with more material around the hole, so I'll try it and see what 1.5 mm wire would look like instead of 1.3 I'm using now. It might just be a trick of the eye from me making some of the riveted rings too large diameter so they look thinner in the weave than they actually are. But I'll have to test and compare next to each other to be sure which it is.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
  |
 |
Sander Marechal

|
| Posted: Sat 12 Mar, 2011 1:06 am Post subject: |
|
|
With regard to rounding the rings, have you considered that the rounded rings of the original may be from wear, tear, age an deterioration? It seems like an aweful lot of work. Perhaps all they did was toss the rings in a bucket of sand to get the really sharp edge of.
The Knights Hospitaller: http://www.hospitaalridders.nl
|
|
  |
|
|
Kristian Fagerström
Location: Sweden Joined: 03 Jun 2010
Posts: 13
|
| Posted: Sat 12 Mar, 2011 3:00 am Post subject: |
|
|
Well done Johan!
I have a few musings on the subject, if any are useful, please try them, and if I'm just sprouting nonsense, just ignore me :-)
I wonder if you couldn't speed up production quite a bit by
using a drop-hammer? A weight, perhaps a few pulleys(correct term?),
and a foot-controlled lift via rope through the pulleys. That way you could just lift(weight), adjust(sheet), drop, repeat.
It could look something like the top picture here:
Also, if you put a bag under the punch to gather the rings, that would remove one more action(gathering the punched ring)
If you make a frame for gthe sheet that you can shift forward the same distance each time with a simple action, that should cut down adjustment time in order to bring it up to drophammer speed.
And, as Sander suggests above, perhaps sand could be used as a first stage of removing burrs? I bean, a barrel, sand ring, sift the sand, string the rings, a qick brush on the whetstone to remove the last of the outer burrs, gthe inner will take care of themselves in time.
I love the project and hope to see more soon !
|
|
|
|
|
Johan Gemvik
|
| Posted: Mon 14 Mar, 2011 5:33 am Post subject: |
|
|
Yes, these are all good ideas I'll try out and see if I can realise.
About the rounding of rings, yes, some of the roundness of the original is doubtless from wear, especially that on the inside or the rings where they actually slide against one another in the weave. But the outside of the rings are rounded so much and in such a way that any normal wear can't account for it, while drawing on a string in a stone channel produces this type of rounding.
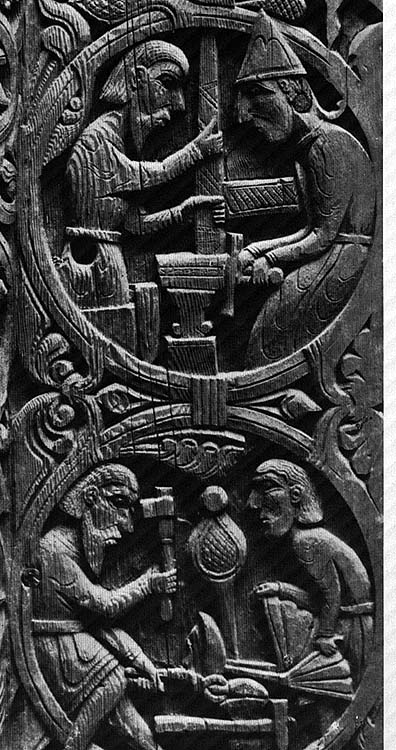
This photo borrowed from the work Brynjevev by Vegard I linked to early in the thread shows the rounding to change the angle of the corner rather than being simply rounded by wear, which would either blunt or entirely remove the corner while leaving the outside surface of the ring flat. IMO, the rounding seen here is artificial. Compare it to the inner edge which is rounded from wear.

This is how they did that in the 15 th century, according to contemporary art:

Exactly how it was done in viking age is unknown, but the method above seems simple and straightforward enough.
It's also a fairly fast way to round a great number of rings in one go. As timesaving in refining the production process goes this isn't the main time stealer per ring.
My main parts of the process that I need to speed up are everything about the riveted rings, but mainly the hole drifting and riveting. Then secondly the solid ring punch work. Personally I don't worry much about the grinding since it's so easy and pretty fast work with a stone and string. I'll get a bow and bigger stone setup eventually though because it's very visual for demos and something even kids can try.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
Johan Gemvik
|
| Posted: Mon 21 Mar, 2011 6:46 am Post subject: |
|
|
I showed a friend the solid ring punching a week ago and I noticed that this time it was much easier than before to punch it out. I was thinkig about why that could be and came to the conclusion that the strip of plate had been annealed much deeper at the end of the strip. So I should anneal them harder than I've been doing.
So these are the tricks to easy ring punching:
- Anneal the plate strip hard to a yellow glow and keep it there for an extended time to make it fully soft.
- Lubricate the punch and plate.
- Use a hard wood or metal base that wont yeild and absorb too much of the strike energy from the hammer.
This makes the difference between having to strike mightily to striking with control and easy power. You still need some force behind it though.
I've now also made the punch pins much better looking by grinding off the modern makers mark and steel quality designation stamps and also roughing up the surface with a ball peen hammer and finally oil burning it with linseed oil. The linseed oil makes for a uniform black surface treatment and I intentionally didn't go for the perfect enamel-like glossy black I used for my brothers sword pommel, but instead a matte finish from a non polished surface. Looks utilitarian and pretty authentic to hand forged tools. I'll get some photos up but you can guess the difference -No more bright blue metallic!
I'll pretty up the punch plate assembly too and shape the hardwood base also. For a collector I've been considering adding deep holes in the base under the two punch holes, and also alignment holes to fit the rivet heads on the under side of the tool. This way when the collector recesses fill up you just turn the base upside down to get the rings and center tabs out.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
Johan Gemvik
|
| Posted: Tue 29 Mar, 2011 8:36 am Post subject: |
|
|
I've been improving the riveted ring production technique.
What I've come up with so far is a result where I no longer have to drift the rivet hole separately but can make the ends overlap and form so I can hole both at the same time. I simply hand't heat softened the rings enough before and doing it thoroughly made all the difference.
This should save effort and time but also make for more aesthetic rings with the same look as the originals. This overlap looks very nice now, I'll post some photos later on it.
But I've realised my tongs are overdimensioned for these tiny rings and rivets, so they keep forcing the rivet to break the drifted ends before domeing out properly. Time to make new smaller pliers with a smaller dome forming recess.
I also changed the dimension of the ring to good effect by using a larger diameter core to wrap around, getting it closer to what it should be. But here too I've found some minor problems. My wire is 1.2 mm and it should be slightly thicker 1.3-1.4 mm diameter accordingto Vegards research. I've got a thicker 1.5 mm wire I've used before making riveted maille, but that's too thick for this one. So I'll look around a bit for a good way to supply the proper diameter wire.
More photos coming soon.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
Johan Gemvik
|
| Posted: Thu 31 Mar, 2011 10:21 pm Post subject: |
|
|
I promised some photos so here's some I took yesterday.
Here's a photo of the new finish on the solid ring punches. Makers stamp removed, the surface roughened and burnt with linseed oil. I think this looks much better than the original blue paint.

Here's some photos of the improved riveted ring making.
Sorry I couldn't take photos of the punching as it requred both hands, but it's just a matter of using a thin cylinder to hammer on while holding the ring flat with the pinkie. For larger rings you can do this by directly hammering, but these small ones need a tool to hit it in the right spot. You can see the resulting neat ring overlap.
All it took from having to separate the ends was more heating to make the steel softer. First time I made it even softer that this from longer heating and then the ends were even easier to make and even neater. This still does the trick though.

Heating the rings

Interesting how the tiny rings still have enough heat energy to ignite the wood surface. They do cool very fast though. Would you believe these same rings were cool enough to hold in my hand 1 minute after the photo was taken?

The overlap is punched in one go. No more bending the ends apart.
The following images show the drifting on a soft metal base. Note that the awl-like tool isn't even particularly sharp at this point as it's been a bit worn from use. It's better if it is sharp and pointy but it's not vital to the function as long as the heat softening has been done properly.



"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
|
Robert Rootslane
Location: Estonia Joined: 06 Aug 2007
Posts: 72
|
| Posted: Fri 01 Apr, 2011 1:08 am Post subject: |
|
|
Hi, i like your project.
What i am going to suggest does not matter much until you are still testing, or even in the modern world actually, for material is much cheaper.
I just figured, while reading this topic that you cut a strip to punch solids. I think that it would be more historically accurate to cut solids out of the whole sheet of metal since than you save more material. I hope im not mistakeing here.
regards
>R
|
|
|
|
|
Johan Gemvik
|
| Posted: Fri 01 Apr, 2011 4:16 am Post subject: |
|
|
Hi Robert!
I've thought a lot about this actually. At first I had the same idea as you, then I looked at what would be available in that age and also what was most handy to work with and came up with the strip. I'm not necessarily right, I just felt it was plausible guesswork. Until finds show how it was really done that's all anyone has anyway. 
If we assume that armourers had finished sheet metal at hand and it was also still expensive enough that you'd want to use every little scrap of it, then you're absolutely right you'd use a big sheet and get as much out of it as possible. This would be true for particularly Roman age and 15th century and later. A particularly good example would probably be the Ottoman Empire in the 17th-19th century where ring punching was made into a more or less modern type industry. An industry that might even have started rolling as early as right after the fall of Constantinople, see more on this connection below.
During what some call the Dark Age in betweeen these, producing sheet metal in bulk was one technology that was lost to the western world, at least when not counting shopping travels to Byzantine. Yes, especially swedish Vikings would make these trips and might bring back sheet metal to places like Birka. But it would still be uncommon and probably put to better use in helmet and shield boss making. I can imagine the craftsmen of the north fighting over such desireable materials like wild animals though.
From archeology we can see that during the viking age the common type of iron raw material being traded was bar stock, usually bought and sold in the shape of packs of roundish dowels. This means a viking age maille maker would normally have to either buy hand hammered small plates at extra cost or hammer them himslef (or herself I suppose) by hand from bar stock. Making a strip is simply the easiest shape to make it from bar stock and also the easiest to work with. I'm sure some would have made wider strips for multiple punching. It all depends on what the punch tools looked like, and since no one's found or at least identified any of these tools yet we can only guess what they'd look like from the basic function.
But there are also indications that solid punched rings were mainly imported in finished form from Byzantine. That would also neatly explain why solid rings in europeean maille go from being the standard to more uncommon around the time of the fall of Constantinople and instead maille made entirely of riveted rings appear.
So did they have bulk iron plate in Byzantine? Possibly. I've heard that the Romans actually didn't have sheet rolling factories pouring our sheet iron like steel plate factories today. If these sheets weren't exactly rolled all the way through the process they could be made by extensive slave labour or a proto-industrial combination of both methods. Actually this is still how wrought iron plate is produced today, not with slaves, but workers hand forging part of the platemaking process, which is why it's more expensive than normal steel plate.
Would availability of bulk plate affect how one punched maille rings, using larger sheets for better production economy? Yes, probably.
So my answer is yes, larger sheets were probably used when available. There were likely huge factories with countless slaves working around the clock in Constantinople punching solid rings from large sheet iron both for export and domestic use. But for local scandinavian or even central europeean manufacture bulk plate would most often be unavailable.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
Last edited by Johan Gemvik on Fri 01 Apr, 2011 5:04 am; edited 3 times in total
|
|
|
|
|
Johan Gemvik
|
| Posted: Fri 01 Apr, 2011 4:40 am Post subject: |
|
|
Yes, I'll certainly test considerably wider strips also for more efficient material useage. This really thin one was just to get started. It's as thin as possible to make it easier to heat with a blowtorch so it gets soft enough for my punch tools. As you say, in modern times plate is cheap so poor efficiency on this isn't that much of an issue. But I'll get to that part too when I have everything else just right.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
Johan Gemvik
|
| Posted: Thu 07 Apr, 2011 9:13 am Post subject: |
|
|
Tonight I'll finish making the new riveting pliers. I was going to convert another set of pliers that were half done last thursday but they turned out to be superior for flattening the overlap so I kept them as they were for that purpose.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
Johan Gemvik
|
| Posted: Tue 19 Apr, 2011 10:02 am Post subject: |
|
|
I've been working on improving and speeding up all parts of the process and have worked out several issues.
Here are some new photos. I call these Gjermundbu V2, as it differs from the first one I made earlier (shown at the top of photo #1).

Overview of the project so far.

Current v2 weave.

This detail shows the desired teardrop shape riveted ring. Not all rings in the surviving weave looks like this but a greater part of them do.

I now have another 40 solid rings finished and ready to put into the weave. They're about an hours work.
Here's a presentation of the progress and experiences so far.
The best way to flatten the ring overlap for riveting
I now use a flat set of pliers to flatten the overlap. This way I have full control of the flattening shape and can get the same teardrop Vegard shows in his work.
The best way to rivet
The Gjermundbyu maille has thin and very pointy square section triangle wedge rivets. Almost conical pointy rivets. I've found that the best way to make these are to make an overly long thin rivet from slightly flattened 1.3 mm wire that I cut with a standard cutting plier. Then the long rivet is inserted and pressed into place with the riveting plier, this one has a hole to allow pressing in place of the rivet. Then I cut off the excess length on both sides and dome press the rivet head with my new specially made doming shaping plier.
This is different from triangle riveting german style flat rivets with several times larger rings and rivets. The main difference is of course the smaller size rivet and rings making the insertion and fit of the rivet more difficult. With the extra length rivets that you cut down after insertion this is no longer an issue.
The best way to punch the solid links
As I've mentioned before the trick is to lubricate the punches and have the plate annealed so it's soft enough to punch, this requires a deep anneal. The wooden base block also needs to be made out of a hardwood that won't absorb any greater amount of the hammer strike energy.
I've now sped up the solid ring punching and grinding to 20 rings in 30 minutes. 1.5 minute per ring. I can probably make it faster still by improving tools and technique. As a comparison the riveted rings take about 5 minutes to finish per ring.
Production speeds
I expect these are not up to anywhere close to top speeds yet, but it's steadily improving.
40 solid links in 1 hour. From plate strip to finished ring with ground round outside.
12 riveted links in 1 hour. From wire to complete riveted link.
For a full haubergon I'd need about 25 000 of each type.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
|
Larry R
|
| Posted: Tue 19 Apr, 2011 5:57 pm Post subject: |
|
|
Johan,
WOW!! What a project!
I admire your patience and tenacity. Keep the pictures coming!!
Larry
|
|
|
|
|
Johan Gemvik
|
| Posted: Wed 20 Apr, 2011 6:13 am Post subject: |
|
|
Thanks, and yes, it's a beast of a project if I'm to build a complete Gjermundbu haubergon reconstruction.
I've been thinking about that. I'll start with some test pieces and then we'll see how far I get with a haubergon. Perhaps I could make splint legs with maille feet like those from Valsgärde, far less maille to put together for a finished piece and still a good way to start. I'll have to look into if it's the same dimensions, but it looks about the same in the photos I've seen.
I wish I had some wrought iron to work with though. The wire is probably reasonably close, but the plate I punch the rings from is modern standard mild steel. Well, maybe later.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
Johan Gemvik
|
| Posted: Mon 25 Apr, 2011 4:42 pm Post subject: |
|
|
Today I was kindly donated about 7 kg of wrought iron scrap metal salvaged from a burnt down 100 year old buliding!
Parts of wall support crosses (definitely wrought iron as they don't last if made from steel), a door base plate (most likely wrought iron too), very big nails (likely wrought iron), fairly large nails (possibly wrought iron), and various other smaller pieces that are most likely steel but might be iron and worth some test working to find out.
Very exciting. Most of these will need some refining to work as maille making material though.
I'll try to get some photos up tomorrow to show the treasure hoard.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
Dan Howard

|
| Posted: Tue 26 Apr, 2011 2:30 pm Post subject: |
|
|
There have been a few studies that have shown that there is no difference in the rate of deterioration between wrought iron and steel. The exception is the presence of slag stringers which can apparently act as a conduit to take contaminants deeper into the material. If anything puddled iron should deteriorate faster than modern steel.
In any case 100 year old "wrought iron" is really "puddled iron" and is not the same as "bloomery iron". It is unsuitable for making any kind of armour. Williams' book discusses the poor performance of puddled iron in his tests and compares it to bloomery iron and modern steels.
|
|
|
|
|
Johan Gemvik
|
| Posted: Wed 27 Apr, 2011 6:13 am Post subject: |
|
|
Thanks Dan for the heads up on that.
I'll look into it before putting work into material that may not be suitable after all.
I see the problem here, puddle iron lends itself better for mass production from the 1800s and onward so most iron from that time is probably puddle iron. At least in the UK.
However, if this is swedish iron, since it's from a Swedish building at a time when we produced and exported great quantities of iron and steel, it's most likely Lancashire process iron made in Bergslagen. Gustaf Ekman replicated the Lancashire process in the 1830s from what he'd seen in Ulverstone, since there is little mining coal over here and lots of forests and this uses wood coal. Also, I recall Williams referring to "Swedish Wrought Iron" on his website as his preferred test material. Swedish wrought iron is most likley made with the Bergslagen variant of the Lancashire process. This is a type of charcoal iron, although with some parts of the process borrowed from puddling.
The iron scrap I got varies in quality. Some are probably steel, some are too deteriorated to work with but particularly the pieces of support wall crosses seem to be resilient to rust and also strong while ductile, so it could be the right stuff. I remember one of the pieces may have had a stamp on it, if so it could be classed as marked iron, which would be of comparatively high quality. I'll look for it and see if it can tell me anything more.
For some testing this could work, but certainly I'd still have to get some wrought iron from a better source for any serious scientific studies of maille made from wrought iron.
Looking at some tests having been made in recent years, such as the "A report of the findings of the Defence
Academy warbow trials" by Paul Bourke and David Whetham, Cranfield University / Kings College, London,
they used charcoal Iron to emulate medieval quality wrought iron saying it was actually slightly better quality than materials used during the 100 year war. They also used puddle iron but this was as expected of somewhat lesser quality than the mateiral they were attempting to emulate.
http://www.tforum.info/forum/index.php?act=at...p;id=13822
To do this right, it would probably be best to buy charcoal iron plate and wire directly from The Real Wrought Iron company to be sure to get the right quality.
http://www.realwroughtiron.com/sheet_iron-199.html
But I can always play around with this other material first.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
Dan Howard
|
| Posted: Wed 27 Apr, 2011 2:20 pm Post subject: |
|
|
| Johan Gemvik wrote: | | Also, I recall Williams referring to "Swedish Wrought Iron" on his website as his preferred test material. Swedish wrought iron is most likley made with the Bergslagen variant of the Lancashire process. This is a type of charcoal iron, although with some parts of the process borrowed from puddling. |
Not sure if "preferred" is the appriopriate term since this material performed the worst out of everything he tested.
|
|
|
|
|
Johan Gemvik
|
| Posted: Wed 27 Apr, 2011 3:09 pm Post subject: |
|
|
| Dan Howard wrote: | | Johan Gemvik wrote: | | Also, I recall Williams referring to "Swedish Wrought Iron" on his website as his preferred test material. Swedish wrought iron is most likley made with the Bergslagen variant of the Lancashire process. This is a type of charcoal iron, although with some parts of the process borrowed from puddling. |
Not sure if "preferred" is the appriopriate term since this material performed the worst out of everything he tested. |
Actually I thought the cuir boulli was the worst as it hardly stopped anything.
Don't discont iron materials just because they're not as good as modern steel or even contemporary steel. It's still miles better than no armour or certain other types of it. There would have existed iron of varying qualities, for one thing bloomery iron varies a lot depending on what part of the bloom is used and how well it's worked on in the later stages of production, so surely any type of wrought iron fits in some historical bracket, if not the very best of iron types.
Also as I said, I can get charcoal Iron from that excellent UK forge, this should be equivalent or even better than the average viking age armour grade wrought iron. Certainly at some point I'd like to test maille weave made from either type as well as steel to see if there's any difference and how great it is. One thing I'd particularly like to see is if the high grade charcoal iron can take more of a beating than the mild steel weave I'm currently working on and also how they compare to the mass produced stuff around today. I'm sure a lot of people here would also like to know that.
Although the maillemaking here is by no means just to test it with various weapons, but mainly to revive the craft in general.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
Johan Gemvik
|
| Posted: Tue 14 Jun, 2011 6:56 pm Post subject: |
|
|
I've made a video showing some of the best iron pieces i got gifted.
http://youtu.be/oFFlsQySXe8
Here's how you determine if it's mild steel, the more modern and lower quality puddle iron, or the older method charcoal iron:
If you bend a piece to breaking and it shows layered texture it's iron, not mild steel. If it doesn't it can still be iron but fine quality, then you have to polish a spot and look for the telltale grain structure of iron, unless the grains are huge you'll need a spotlight microscope.
If it's coarse finish, sharp angles and large diameter roundings it's more likely to be older and therefore also more lilely to be charcoal iron, if it has smooth texture and smaller diameter roundings it's younger and more likely to be puddle iron.
If you grind the piece and it shows red sparks it's puddle iron, if it doesn't and the other telltales are there it's charcoal iron.
I'll test all the samples I picked out of the pile and hopefully one or more is the desired charcoal iron suitable for reconstructing viking age iron maille.
"The Dwarf sees farther than the Giant when he has the giant's shoulder to mount on" -Coleridge
|
|
|
|
|
|
|
You cannot post new topics in this forum
You cannot reply to topics in this forum
You cannot edit your posts in this forum
You cannot delete your posts in this forum
You cannot vote in polls in this forum
You cannot attach files in this forum
You can download files in this forum
|
All contents © Copyright 2003-2024 myArmoury.com — All rights reserved
Discussion forums powered by phpBB © The phpBB Group
Switch to the Basic Low-bandwidth Version of the forum
|

