I have been working out some ideas for multifullered swords lately.
Here is where I am today on a cinquedea.
These fullers taper in width and angle along the blade. They vary slightly in depth as well.
I stopped from doing tapered terminations as if we want to do stop fullers we need the meat at the ends.
Blade is 20.5" from shoulder to tip. Shoulders will be rounded on the next batch to give space for the classical guard shape.
Material is .190" thick and the fullers are .065" max depth on each side.
I can pick up a little width at the begining of the 3,2,1 lines but not too much without serious design changes.. They could be manually altered as well.
Thoughts?
[ Linked Image ]
[ Linked Image ]
I'll be watching this most intently... Lovely fullers!
Very interesting. I'll be interested to see how this works out.
I'm always in favor of more cinquedas being out there
Since you ask for thoughts here's my 2 cents worth.
Strictly from memory I seem to recall that most cinqueda blades with multiple rows of fullers like yours show almost the entire blade surface used by the fullers, with ridges not flats between the top rows and then some flats in the lower rows, but only in the center of the blade.
I'll see if I can find a good shot in my pics.
I'm always in favor of more cinquedas being out there
Since you ask for thoughts here's my 2 cents worth.
Strictly from memory I seem to recall that most cinqueda blades with multiple rows of fullers like yours show almost the entire blade surface used by the fullers, with ridges not flats between the top rows and then some flats in the lower rows, but only in the center of the blade.
I'll see if I can find a good shot in my pics.
Most cinq's that I see look very weak at the tang/guard point. Yours is very beefy. Impressive. :D .....McM
Looks great. I've been thinking about getting a cinqueda for a while now.
My one suggestion would be to make the fullers a little wider to reduce to the spaces between them. I agree with Lloyd, they should be more like sharp ridges or rises, and less like flats.
Good work!
My one suggestion would be to make the fullers a little wider to reduce to the spaces between them. I agree with Lloyd, they should be more like sharp ridges or rises, and less like flats.
Good work!
Shoot.....I just now bothered to look at who posted this. You got it goin' on , Kerry!!!............McM
I agree with you guys. I'll be slowly eliminating the flats as I get the programming altered from the basic layout.
To create the wider cut you either have to cut deeper (radius of a ball and all that ) OR go with a wider cutter. If I use a wider cutter it requires me to alter the depth at the ends of the fullers so they dont overlap.
I'll start with a simple depth change to take out some of the flat but I have limits. Currently we are using .190" material and 2 max cuts of .065 on each side. That gives us .130 of current total cut and I think I would be safe to go at least another .010 on each side.
I could go up to 1/4" material that is in stock but I would rather not. I am hoping to make this a regular production sword and would like to base it on the .190 stock we use for standard blades.
Yes we make beefy tangs. This will be an issue when we go to mount as the classic look has a fairly narrow handle. We will keep all the width we can for the look.
The double fullers near the end will be the biggest challenge to get right.
If we start from here and do everything with hand work to get the form we can do it, but they will be very expensive if they have 15 fullers hand blended!
To create the wider cut you either have to cut deeper (radius of a ball and all that ) OR go with a wider cutter. If I use a wider cutter it requires me to alter the depth at the ends of the fullers so they dont overlap.
I'll start with a simple depth change to take out some of the flat but I have limits. Currently we are using .190" material and 2 max cuts of .065 on each side. That gives us .130 of current total cut and I think I would be safe to go at least another .010 on each side.
I could go up to 1/4" material that is in stock but I would rather not. I am hoping to make this a regular production sword and would like to base it on the .190 stock we use for standard blades.
Yes we make beefy tangs. This will be an issue when we go to mount as the classic look has a fairly narrow handle. We will keep all the width we can for the look.
The double fullers near the end will be the biggest challenge to get right.
If we start from here and do everything with hand work to get the form we can do it, but they will be very expensive if they have 15 fullers hand blended!
I just finished a run through the Bashford Dean dagger book from the Met, between that and the Wallace Collection catalog I didn't notice any cinquedas with 5 fullers in the top row. If you start with 4 fullers instead of 5 you can reduce your fullers by 33%.
I also think the wider shallower fullers will give you a much better look for this blade style.
I also think the wider shallower fullers will give you a much better look for this blade style.
This actually starts with 6 but I was just starting with 5 to work through the form. We will certainly do 4 and even 3 start blades.
Lesser numbers will use broader cutters. It will not be a problem to translate the form down once I have it where I am pleased.
[ Linked Image ]
Lesser numbers will use broader cutters. It will not be a problem to translate the form down once I have it where I am pleased.
[ Linked Image ]
| Lloyd Winter wrote: |
| I just finished a run through the Bashford Dean dagger book from the Met, between that and the Wallace Collection catalog I didn't notice any cinquedas with 5 fullers in the top row. If you start with 4 fullers instead of 5 you can reduce your fullers by 33%.
I also think the wider shallower fullers will give you a much better look for this blade style. |
How about this one? :D
[ Linked Image ]
Although, yeah, four fullers are significantly more common.
Overall, the fullers on historical specimens are much closer spaced and, crucially, of much less uniform width. Most of the time the fullers taper as much as the blade itself does and are not all the same size or shape even within the same row. That's what allows them to be arranged so close, even with their ends interspacing each other. I don't know how you'd machine the taper, though.
I stand corrected :)
To be fair, I'm 99% sure we posted two different photos (one of them mirrored) of the same, quite exceptional blade. :)
I think we show the same example of 6 in different light.
Creating the taper with a mill is tricky and involves changing depths to create width changes. There is also the option of multiple cuts within a single fuller but that creates another issue of form that require many smoothing passes or hand blending. Hand blending might actually be the answer as it will have to happen post heat treating anyway. I would like to push mill use as far as I can first, then we will see how much hand time is involved.
Even at this stage hand work would be faster as you dont need to lay out the locations, just blend them up to each other.
On this next cut I will both be increasing the depth (and therefor width) of the first 9 fullers, then changing the width of the next 3 by offsetting the start of the fuller location. the 2 fullers will require a pretty radical location change and I think will take at least 4 cuts/steps to keep it from having a bad form in the bottom of the fuller.
While it is easy to change some of those widths by making a cutter change to a wider radius, I think I will leave that till much later.
Creating the taper with a mill is tricky and involves changing depths to create width changes. There is also the option of multiple cuts within a single fuller but that creates another issue of form that require many smoothing passes or hand blending. Hand blending might actually be the answer as it will have to happen post heat treating anyway. I would like to push mill use as far as I can first, then we will see how much hand time is involved.
Even at this stage hand work would be faster as you dont need to lay out the locations, just blend them up to each other.
On this next cut I will both be increasing the depth (and therefor width) of the first 9 fullers, then changing the width of the next 3 by offsetting the start of the fuller location. the 2 fullers will require a pretty radical location change and I think will take at least 4 cuts/steps to keep it from having a bad form in the bottom of the fuller.
While it is easy to change some of those widths by making a cutter change to a wider radius, I think I will leave that till much later.
While the transitions need blending, I think this is much closer to form.
Now to make the first 15 blend like this, then get the triple to have a nice center ridge like the double. It will take a couple tries to get the line right.
[ Linked Image ]
[ Linked Image ]
[ Linked Image ]
Now to make the first 15 blend like this, then get the triple to have a nice center ridge like the double. It will take a couple tries to get the line right.
[ Linked Image ]
[ Linked Image ]
[ Linked Image ]
Hey, that looks pretty good already! Definitely going in the right direction.
It is pretty obvious from the cut that I will have to take a final finishing pass around the perimeter as the change where you are cutting on the left hand or right hand(called climb cutting or step cutting) of the cutter is noticeable. A finishing pass around in one direction will eliminate this.
My carbide is also getting a little dull so finishes are diminishing.
My carbide is also getting a little dull so finishes are diminishing.
Looking good!
Yes, this is one I would be very tempted to purchase, and I think the fullers are getting closer to looking forged in and not CNC machined in, but it's where you have to start to keep the price at the production level rather than an individually made custom version with a lot of hand finishing: It may still need some hand finishing, but if the machine work can get you close the number of man hours for making each one can be kept to a reasonable number for a semi-production piece with some custom like attention to detail.
From a structural point of view, I would tend to want to keep the tang as wide and strong as possible, so I might personally be open to design compromises in the way the handle is put together, but trying for an external appearance as close as possible to the historical look of the handle.
Using a more full tang construction would permit keeping the tang as wide as possible with the handle near the guard smaller than if one was using a hidden tang ?
Some may prefer making the handles closer to historical dimensions and assembly methods even if it means that the tang has to be made narrower ? Now, as long as the tang has a good margin of safety/robustness it can " look " fairly narrow when compared to the very wide blade at the shoulders.
With a forged blade the tang could be narrow but if the tang was thicker than the blade and transition into the thinner stock of the blade gradually one could compensate for a narrower tang with thicker.
Now playing with this sort of increased thickness of tang might mean forging the tang to be thicker than the blade stock after the flat stock has been ground to rough shape ? i really don't know if this is a practical solution or not as it does add forging into the process ? Upsetting the wide tang into being narrower/thicker ? Or could extra thickness be forged in using flat stock added to each side of a narrower tang and extending forward into the blade but hidden by the guard when the guard is in place ?
From a structural point of view, I would tend to want to keep the tang as wide and strong as possible, so I might personally be open to design compromises in the way the handle is put together, but trying for an external appearance as close as possible to the historical look of the handle.
Using a more full tang construction would permit keeping the tang as wide as possible with the handle near the guard smaller than if one was using a hidden tang ?
Some may prefer making the handles closer to historical dimensions and assembly methods even if it means that the tang has to be made narrower ? Now, as long as the tang has a good margin of safety/robustness it can " look " fairly narrow when compared to the very wide blade at the shoulders.
With a forged blade the tang could be narrow but if the tang was thicker than the blade and transition into the thinner stock of the blade gradually one could compensate for a narrower tang with thicker.
Now playing with this sort of increased thickness of tang might mean forging the tang to be thicker than the blade stock after the flat stock has been ground to rough shape ? i really don't know if this is a practical solution or not as it does add forging into the process ? Upsetting the wide tang into being narrower/thicker ? Or could extra thickness be forged in using flat stock added to each side of a narrower tang and extending forward into the blade but hidden by the guard when the guard is in place ?
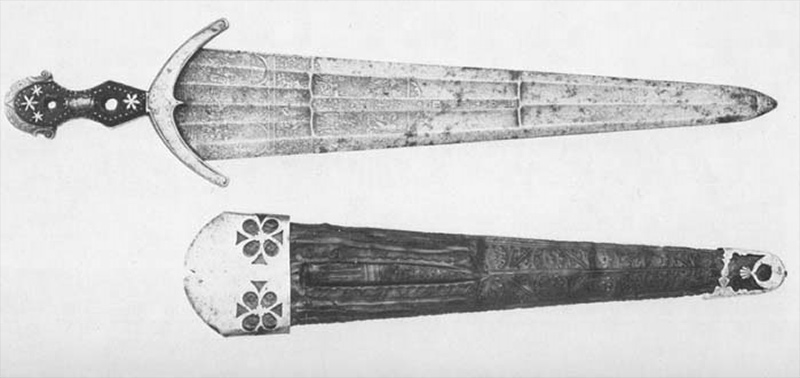
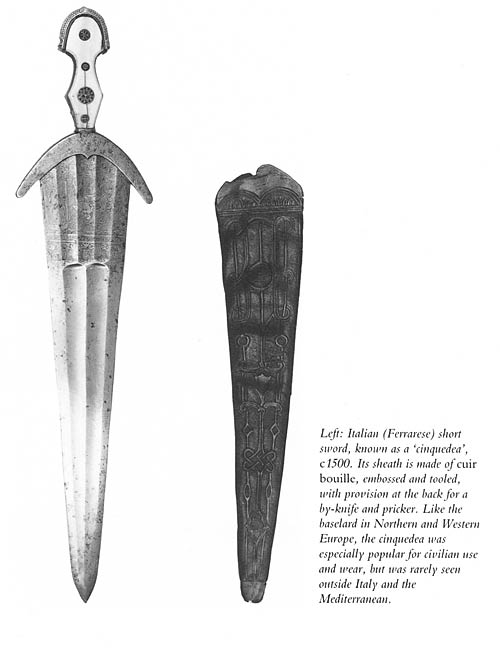
To my eye, and realizing that this isn't a finished product, this looks very modern and more like other replicas than antique samples. This comment applies both to the shaping and configuration of the fullers.
Please see some of the attached images for examples of what would be more to what I'd expect to see.
[ Linked Image ]
[ Linked Image ]
[ Linked Image ]
[ Linked Image ]
[ Linked Image ]
 Attachment: 81.52 KB
Attachment: 81.52 KB
Attachment: 28.84 KB
Attachment: 726.91 KB
[ Download ]
Attachment: 134.79 KB
[ Download ]
Please see some of the attached images for examples of what would be more to what I'd expect to see.
[ Linked Image ]
[ Linked Image ]
[ Linked Image ]
[ Linked Image ]
[ Linked Image ]
[ Download ]
[ Download ]
Jean , keep in mind that that tang is 1.125 wide at the shoulders. It certainly can come down a bit. Yes we can forge the tang thicker but that then creates fit issues with how the guard mounts.
A solution would be to start with thicker stock and reduce the entire blade distally. While I will explore this , it will add considerably to the cost.
Nathan, There are several things that must change to create a more organic shape. The form of the shoulders throws the look way off for one. The fullers shape at the ends and distance from each other are part of the design. The intent is to change them to stop fullers by hand. With the system I am using currently on this sword there must be a radius end. On other styles of blades I am ramping the tip to create more of a rounded point that looks better but it will not give me the form I need to have the material for a stop fuller. I might do it with the single at the end.
Also keep in mind this blade is 3" wide and 20.5" long. Many of these examples are more in the 15" range if I remember and that give more of a 'fat' blade look. When I make the shorter versions that will have more of this form. Why choose this length? It is the max for the machine I am working with of course :D I can have a longer blade, but not a longer area for the fullers.
I will be leaving the center of the 3 fullers narrow with even wider sides as some examples show and altering those first 9 to look more like the last 6. That should help quite a lot.
A solution would be to start with thicker stock and reduce the entire blade distally. While I will explore this , it will add considerably to the cost.
Nathan, There are several things that must change to create a more organic shape. The form of the shoulders throws the look way off for one. The fullers shape at the ends and distance from each other are part of the design. The intent is to change them to stop fullers by hand. With the system I am using currently on this sword there must be a radius end. On other styles of blades I am ramping the tip to create more of a rounded point that looks better but it will not give me the form I need to have the material for a stop fuller. I might do it with the single at the end.
Also keep in mind this blade is 3" wide and 20.5" long. Many of these examples are more in the 15" range if I remember and that give more of a 'fat' blade look. When I make the shorter versions that will have more of this form. Why choose this length? It is the max for the machine I am working with of course :D I can have a longer blade, but not a longer area for the fullers.
I will be leaving the center of the 3 fullers narrow with even wider sides as some examples show and altering those first 9 to look more like the last 6. That should help quite a lot.
Last edited by Kerry Stagmer on Tue 03 Dec, 2013 5:50 am; edited 1 time in total
Page 1 of 2
You cannot post new topics in this forumYou cannot reply to topics in this forum
You cannot edit your posts in this forum
You cannot delete your posts in this forum
You cannot vote in polls in this forum
You cannot attach files in this forum
You can download files in this forum
All contents © Copyright 2003-2006 myArmoury.com — All rights reserved
Discussion forums powered by phpBB © The phpBB Group
Switch to the Full-featured Version of the forum
Discussion forums powered by phpBB © The phpBB Group
Switch to the Full-featured Version of the forum